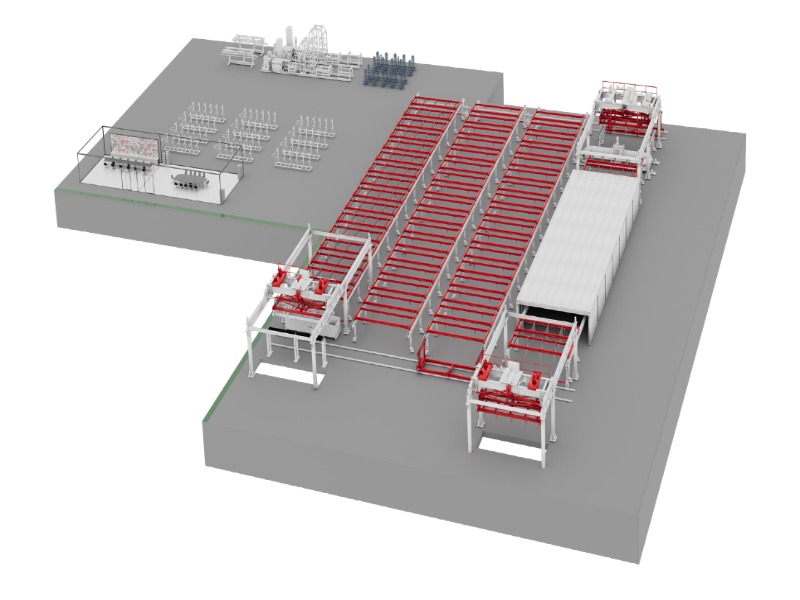
Мировая строительная индустрия переживает смену парадигмы в сторону экологически чистых, легких и высокоэффективных строительных материалов. В авангарде этой эволюции находится автоклавный газобетон (AAC), сборный каменный продукт, который обеспечивает исключительную теплоизоляцию и структурную целостность. Эффективность и качество этого материала полностью определяются точностью Линия по производству блоков AAC .
Подготовка сырья и обработка суспензии
Основа любой линии по производству блоков газобетона начинается с тщательной подготовки сырья. Первичные компоненты обычно включают кремнистые материалы (такие как летучая зола или кварцевый песок) и известковые материалы (известь и цемент).
На начальном этапе песок или летучая зола смешиваются с водой и обрабатываются в шаровой мельнице для получения мелкодисперсной суспензии. Одновременно известь и гипс измельчаются и измельчаются в мелкие порошки. Консистенция и распределение частиц по размерам на этом этапе имеют решающее значение, поскольку они влияют на химическую реакцию во время последующего процесса вспенивания. Обработанная суспензия хранится в больших резервуарах с мешалкой, чтобы предотвратить образование осадка и обеспечить стабильную подачу в систему дозирования.
Точное дозирование, смешивание и литье
После подготовки сырья оно поступает в блок дозирования и смешивания — «мозг» линии по производству блоков газобетона. Этот этап требует точности для сохранения структурных свойств конечного продукта.
В системе дозирования используются автоматизированные весы для взвешивания раствора, извести, цемента и алюминиевого порошка в соответствии с заранее заданной формулой. Эти ингредиенты затем выгружаются в высокоскоростной смеситель. Добавка алюминиевого порошка действует как газообразующий агент. Когда щелочная известь и цемент вступают в реакцию с алюминием, выделяется газообразный водород, создавая в смеси миллионы крошечных однородных пор.
После интенсивного перемешивания жидкую партию разливают в большие стальные формы. Этот процесс литья должен выполняться в среде с контролируемой температурой, чтобы обеспечить равномерное инициирование химической реакции.
Предварительное отверждение и расстойка (Зеленая стадия)
После процесса литья формы транспортируются в камеру предварительного отверждения. В течение этого периода смесь «поднимается», как хлеб, поскольку газообразный водород увеличивает объем. Этот этап обычно длится несколько часов при определенных уровнях температуры и влажности.
В конце предварительного отверждения материал достигает так называемой стадии «зеленого пирога». Блоки достаточно твердые, чтобы их можно было брать в руки и резать, но остаются достаточно мягкими, чтобы их можно было нарезать прецизионной проволокой. Целостность линии по производству блоков газобетона во многом зависит от стабильности этой фазы предварительного отверждения, позволяющей предотвратить внутренние трещины или структурные деформации.
Высокоточная резка и формовка
Этап резки, пожалуй, самая впечатляющая часть линии по производству блоков AAC. Специальный кран извлекает зеленый пирог из формы и помещает его на отрезной станок.
Современные производственные линии используют двухосную систему резки:
- Горизонтальная резка: Стальная проволока нарезает пирог до желаемой толщины и высоты.
- Вертикальная/поперечная резка: Торт разрезается на отрезки определенной длины.
Этот процесс позволяет создавать блоки, панели и перемычки с чрезвычайно жесткими допусками. Поскольку материал все еще находится в «зеленом» состоянии, любые отходы, образующиеся во время резки, могут быть переработаны обратно на стадию приготовления раствора, что делает линию по производству блоков газобетона одним из экологически чистых производственных процессов в отрасли.
Автоклавирование: гидротермальная реакция
Определяющей характеристикой газобетона является процесс автоклавирования. Разрезанные блоки загружаются в большой сосуд под давлением, известный как автоклав. Здесь они подвергаются воздействию пара под высоким давлением (обычно от 10 до 12 бар) и высоким температурам (около 180–190 °C) в течение примерно 10–12 часов.
В этих гидротермальных условиях кремнезем и кальций реагируют с образованием тоберморита — кристаллической структуры, которая придает газобетону уникальную прочность, стабильность и огнестойкость. Без этого специфического химического преобразования блоки не имели бы несущей способности, необходимой для современного строительства.
Окончательная обработка и контроль качества
После завершения цикла автоклавирования блоки охлаждаются и перемещаются на линию разделения и упаковки. Поскольку в процессе приготовления под высоким давлением блоки могут слегка прилипать друг к другу, для их аккуратного разделения часто используют «сепаратор».
Заключительный этап линии по производству блоков газобетона включает строгий контроль качества. Блоки проверяются на точность размеров, прочность на сжатие и плотность в сухом состоянии. После проверки блоки укладываются на поддоны и упаковываются в термоусадочную пленку для транспортировки.
Техническая сводная таблица
В следующей таблице приведены основные функции каждой станции стандартного производственного объекта:
| Этап производства | Основное задействованное оборудование | Основная цель |
|---|---|---|
| Подготовка материала | Шаровая мельница, шламовые резервуары | Достижение однородной крупности частиц и плотности суспензии. |
| Дозирование/Смешивание | Автоматические весы, высокоскоростной миксер | Точный химический состав и инициирование выделения газа. |
| Кастинг | Пресс-формы для развозных автомобилей | Заливка смеси для равномерного объемного расширения. |
| Резка | Вертикальные и горизонтальные режущие станки | Формирование зеленого торта с высокой точностью размеров. |
| Автоклавирование | Автоклавы высокого давления | Вызов гидротермальной реакции для окончательной прочности. |
| Упаковка | Сепараторы, Паллетайзеры | Подготовка готовой продукции к логистике и хранению. |
Заключение
Линия по производству блоков газобетона представляет собой шедевр химического и машиностроительного машиностроения. Благодаря интеграции автоматического дозирования, точной резки проволоки и передовой гидротермальной обработки этот процесс превращает простые минералы земли в строительный раствор. Поскольку мир строительства продолжает уделять приоритетное внимание энергоэффективности и сокращению выбросов углекислого газа, роль линии по производству блоков газобетона останется ключевой в формировании устойчивых городов будущего.